
Le procédé de soudage au TIG offre une qualité de soudage exceptionnelle avec pour avantage de ne pas déformer les tôles. Il demande néanmoins de l'habilité, de la précision ainsi que de la régularité dans le geste si l'on souhaite obtenir des soudures esthétiques et résistantes. Afin de réaliser une soudure au TIG de la manière la plus optimale possible, nous allons vous délivrer les secrets résidant dans le réglage du poste.
Tout d'abord, il est important de préciser qu'il existe deux types de postes :
- A courant continu (aussi appelé DC) : permet de souder principalement de l'acier et de l'inox
- A courant continu et alternatif (aussi appelé AC/DC) : permet de souder l'acier et l'inox en DC et l'aluminium en courant alternatif.
Nous allons vous proposer désormais quelques informations pour mieux appréhender le réglage de votre générateur de soudage TIG.
- L'intensité : il s'agit du réglage le plus important. Celle-ci va varier en fonction de l'épaisseur de la pièce, de la nature du métal, de la chaleur de la pièce ou encore de la vitesse de soudage.
- Le pré gaz : si vous souhaitez avoir une bonne protection de la soudure dès le départ, le gaz doit s'écouler après quelques secondes avant l'allumage de l'arc. Le pré gaz va donc protéger le tungstène.
- Le post gaz : il est important de noter que le bain de métal liquide ne se solidifie pas instantanément en fin de soudage. C'est pourquoi, il faut avoir une bonne protection gazeuse pendant la solidification. Plus l'intensité est forte, plus le temps de post gaz sera long. Ici aussi le post gaz va protéger le tungstène.
- La rampe de démarrage : celle-ci va permettre une montée progressive du courant en début de cordon.
- L'évanouissement : en fin de cordon, l'intensité de soudage va progressivement diminuer afin d'éviter de potentiels défauts de soudage en fin de cordon.
- L'auto maintient (2T/4T) : la fonction 4 temps va permettre de garder l'arc allumé lorsqu'on relâche la gâchette.
- Le courant pulsé : celui-ci va permettre une meilleure maîtrise du bain de soudage.
- La synergie : il est important de savoir que les paramètres de soudage sont réglables avec un seul bouton alors que les réglages annexes sont proposés par le poste.
- Lifttig : ce dernier paramètre permet de désactiver l'amorçage haute fréquence. C'est le tungstène qui devra toucher la pièce pour que l'arc démarre.
Les réglages à réaliser sur une soudure sur de l'acier ou de l'acier inoxydable :
- Tout d'abord, le site doit délivrer un courant continu (DC) lisse ou pulsé.
- Pour les accessoires, la torche doit être raccordée à la connexion du poste. Le tungstène va supporter environ 70A par mm (Tungstène=1,6mm=112A et tungstène=2,4mm=168A). La masse doit être raccordée à la connexion "+" du poste.
- Le métal d'apport doit être de la même nature que les tôles à souder. Le diamètre doit être adapté au type de soudure. Pour une soudure fine sur tôle fine, un diamètre de 1 ou 1,6mm convient. A contrario, pour une soudure sur une tôle plus épaisse, un fil de diamètre plus important sera adapté.
- Le soudage au TIG nécessite une protection gazeuse à l'argon (100%) gaz neutre.
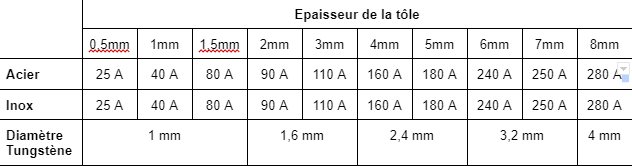
Voici un tableau récapitulatif avec l'intensité de soudage et le diamètre de l'électrode. Si vous souhaitez un résultat optimal, vous avez la possibilité d'affiner ces réglages. Ce qui est important à retenir, c'est que plus l'intensité est élevée par rapport à l'épaisseur de la tôle, plus il faut avancer vite. Et à contrario, plus l'intensité est faible par rapport à l'épaisseur de la tôle, plus il faudra avancer doucement.
Les réglages à réaliser sur une soudure sur de l'aluminium :
- Tout d'abord, le poste doit délivrer un courant alternatif (DC).
- La torche doit être raccorder à la connexion "-" du poste. Le tungstène va supporter une intensité de 50A par mm (Tungstène=1,6mm=80A et tungstène=2,4mm=120A). La masse doit être raccordée à la connexion "+" du poste.
- Le métal d'apport doit être de la même nature que la tôle à souder. Pour une soudure fine, un diamètre de 1,6mm conviendra alors que pour une soudure sur une tôle plus épaisse, un fil de diamètre plus important sera adapté.
- Le soudage au TIG nécessite une protection gazeuse à l'argon (100%) gaz neutre.
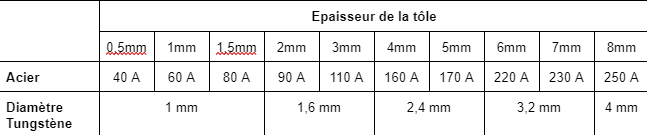
Voici un tableau récapitulatif avec l'intensité de soudage et le diamètre de l'électrode. Si vous souhaitez un résultat optimal, vous avez la possibilité d'affiner ces réglages. Ce qui est important à retenir c'est que plus l'intensité est élevée par rapport à l'épaisseur de la tôle, plus il faut avancer vite. Et à contrario, plus l'intensité est faible par rapport à l'épaisseur de la tôle, plus il faudra avancer doucement.
Vous avez besoin d'un conseil ? Notre équipe est à votre écoute pour vous guider et vous orienter vers le produit le plus adapté.


Commentaires :0